




织布机送经装置(1511型内送经机构)安装说明
织布机送经装置(1511型内送经机构)安装说明:
织机在生产工作的时候,机器经轴上经纱的送出,是由送经和张力调节机构来完成的。送经装置分为内送经、外送经,它是指送经装置在墙板的内侧还是外侧。此外根据送经机构的外形,可以分为立式送经、卧式送经,根据结构设计又可以分为机械送经和电子送经。
一、装摩擦锯齿轮轴B12套件
1.先将锯齿轮轴托架B26装在墙板P1内侧,托架轴孔与圆孔同心,扳紧托架后方一只螺母。将锯齿轮轴及其附件穿入托架轴孔中,在墙板外侧轴端套上 T 形接头支架B29套件,略紧托架前方一只螺母;
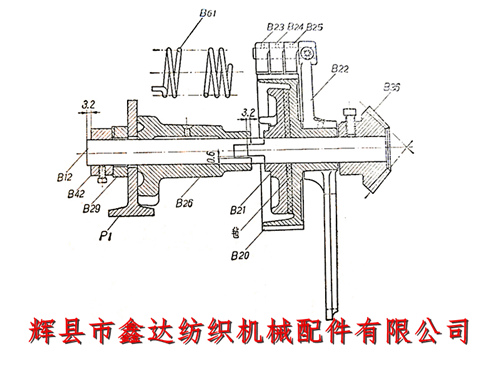
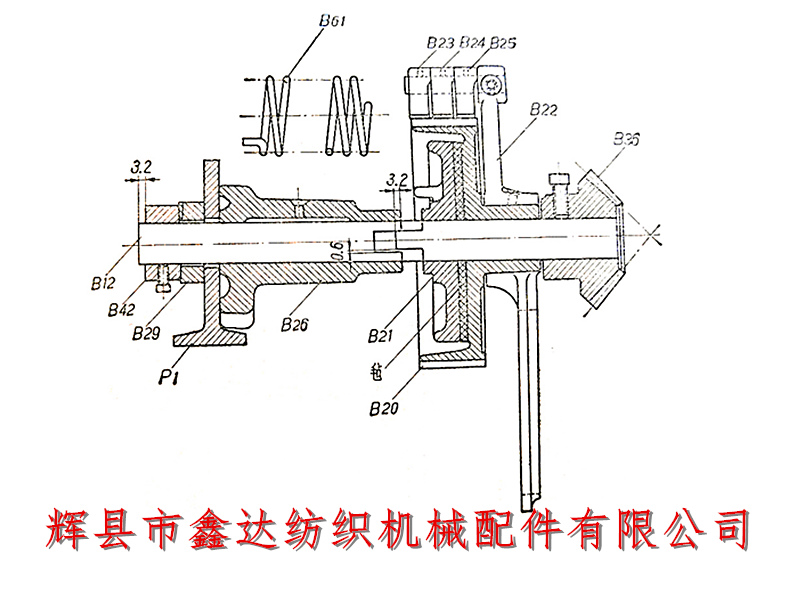
2.将制动盘弹簧B61的一端穿入托架弹簧孔中,另一端套在制动盘B21的凸钉上,使制动盘凸嘴伸入锯齿轮轴托架缺口内约3.2毫米(1/8吋),再将锯齿轮紧圈紧定螺钉扳紧。在平装时因不容易看清这个间距,一般以紧圈B42与锯齿轮轴端相隔3.2毫米(1/8吋)来确定,如下图所示;
3.将换梭侧的侧板导架F5用螺栓穿过摇轴托架后方的第二只孔而固定在墙板上,侧板导架弯脚向后,位置垂直,如图56所示;
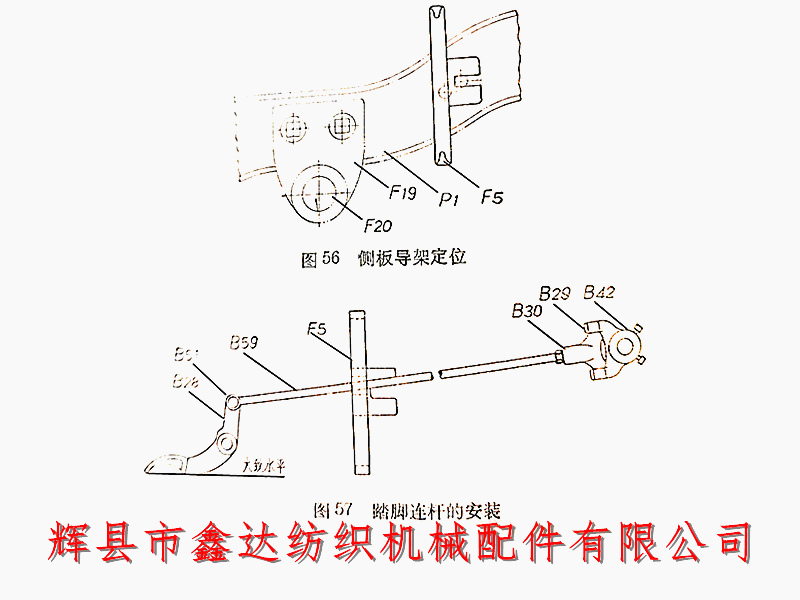
4.将踏脚连杆B59穿过侧板导架上部的孔后,把它头端的螺纹旋入 T 形接头B30的螺孔。把连杆栓B51穿入踏脚杆B28的孔中,使踏脚杆底面连线大致水平,如图57所示。检查 T 形接头支架上下前后位置,应使它在正常位置和踏脚杆被踏下后,都不与摩擦锯齿轮轴相碰,再扳紧托架前方一只螺母。如果相碰,应调节 T 形接头支架的上下位置。
二、装送经轴B13
1.先将送经轴托架B3装在换梭侧墙板内侧,安装上送经轴(有的织机上有二只托架,另一只装在开关侧墙板上),再将送经轴中托架B16装在后横档上,用定规确定送经轴的前后高低位置。踏盘轴与送经轴的中心垂直距离为58.7毫米,中心水平距离为174.6毫米。在安装中,送经轴托架应坐实在墙板上;
2.校正送经轴中心,使轴灵活;并复查送经轴的前后位置及水平情况,
送经轴有长短两种。短轴安装较方便,但经轴因只由﹣只齿轮带动,齿轮受力大,故经轴盘边采用有紧定螺钉固定在经轴管B15上的一种较好。
三、装送经轴与侧轴上的附件
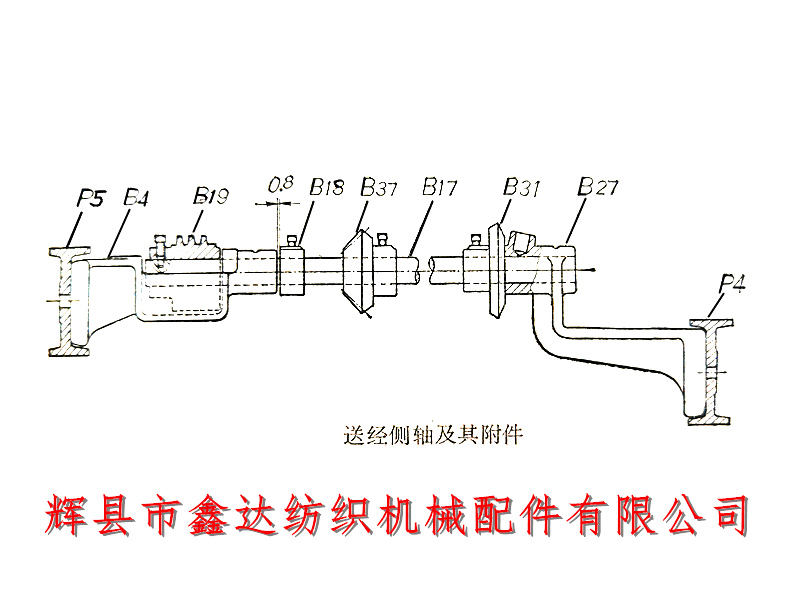
1.在侧轴上顺序套上大伞形齿轮B31、伞形齿轮B37和紧圈B18,如下图所示。将侧轴穿入后托架和蜗杆B19轴孔内,并注意蜗杆的紧定螺钉应与侧轴后端上的螺钉孔对准,扳紧蜗杆的紧定螺钉,再扳紧紧圈的紧定螺钉。侧轴的轴向间隙以0.8毫米左右为限。
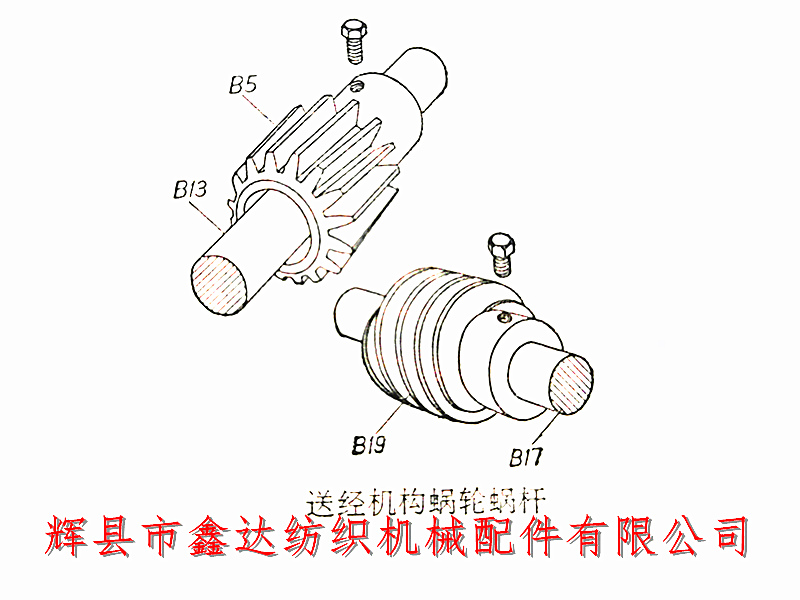
蜗杆有左、右旋之分。在织机送经机构中,左手车采用右旋蜗杆,右手车采用左旋蜗杆。我们必须过细地做工作,切勿粗心大意。如果误将左、右手车的两对蜗杆、蜗轮调错,织机运转时经轴就要倒转,无法进行生产。区别左、右手车蜗杆方法是:蜗杆螺纹与正螺钉螺纹一致的,是左手车;反之,则是右手车。另外要注意,蜗杆蜗轮要配对,否则无从啮合。下图表示左手车的一对蜗杆、蜗轮;
2.将送经轴从托架轴孔中抽出,顺次将紧圈B8、送经小齿轮B6、蜗轮B5和另一只紧圈套上后,再穿入托脚架。使送经轴与托架外侧平齐,紧圈的紧定螺钉在键槽的同一方向,扳紧螺钉。送经轴的轴向移动不超过0.8mm为宜。蜗轮的紧定螺钉在织机的里档,送经小齿轮B6的紧定螺钉向外档,否则将影响小齿轮与经轴边盘牙齿的正常啮合,而且也无法扳紧小齿轮的紧定螺钉。
将蜗轮键放入键槽中,用锤把蜗轮敲入,使蜗轮与蜗杆对齐。
3.固定侧轴上的伞形齿轮与锯齿轮轴上的伞形轮B36,使之相互啮合。如果啮合不良,可调节锯齿轮轴托架位置,使送经侧轴中心线与锯齿轮中心线位于同一水平面上。
4.将蜗轮罩B66和伞形齿轮罩B78装在侧轴后托架上,以防止飞花尘屑落入。罩子不能和蜗轮及伞形齿轮相碰。
- 上一篇:梭子回跳的原因与后果_织布机维修分享
- 下一篇:斜纹织布机开口时间的校正方法
 豫公网安备 41078202000454号
豫公网安备 41078202000454号